

 Nous vous conseillons d’utiliser le PETG noir comme plastique d’impression qui a fait ses preuves au niveau mécanique, c’est un plastique rigide très facile à imprimer avec peu de rétractation et une bonne tenue dans le temps. Pour les impressions par défaut sauf mention complémentaire nous avons utilisé un taux de remplissage à 20% et une hauteur des couches d’impression à 0,2mm sur un plateau lisse. Eviter les plateaux granuleux, car pour certaines pièces, on se sert de l’aspect lisse pour faire des surfaces optiques, comme par exemple le support de fente tournante (n°212). Nous avons utilisé le trancheur de l’imprimante Prusa: PrusaSlicer version 2.8 (Slic3r) qui permet des avancées notables pour la qualité de l’impression 3D. Ce slicer prend en charge beaucoup d’imprimante 3D du commerce de base et permet facilement de paramétrer son imprimante 3D. Avec la Prusa i3 MK3S+ les pièces s’impriment sans avoir à retoucher les réglages de base de l’imprimante. Pour certaines petites pièces avec de longues tiges (n°501, 212, 404), certaines imprimantes 3D un peu anciennes demanderont à jouer sur les paramètres de température et de refroidissement de la tête mais rien d’impossible. Les fichiers STL ci-dessous, montrent les pièces plastiques posées sur le plateau par défaut dans la bonne position, prêt à être imprimées.
Nous vous conseillons d’utiliser le PETG noir comme plastique d’impression qui a fait ses preuves au niveau mécanique, c’est un plastique rigide très facile à imprimer avec peu de rétractation et une bonne tenue dans le temps. Pour les impressions par défaut sauf mention complémentaire nous avons utilisé un taux de remplissage à 20% et une hauteur des couches d’impression à 0,2mm sur un plateau lisse. Eviter les plateaux granuleux, car pour certaines pièces, on se sert de l’aspect lisse pour faire des surfaces optiques, comme par exemple le support de fente tournante (n°212). Nous avons utilisé le trancheur de l’imprimante Prusa: PrusaSlicer version 2.8 (Slic3r) qui permet des avancées notables pour la qualité de l’impression 3D. Ce slicer prend en charge beaucoup d’imprimante 3D du commerce de base et permet facilement de paramétrer son imprimante 3D. Avec la Prusa i3 MK3S+ les pièces s’impriment sans avoir à retoucher les réglages de base de l’imprimante. Pour certaines petites pièces avec de longues tiges (n°501, 212, 404), certaines imprimantes 3D un peu anciennes demanderont à jouer sur les paramètres de température et de refroidissement de la tête mais rien d’impossible. Les fichiers STL ci-dessous, montrent les pièces plastiques posées sur le plateau par défaut dans la bonne position, prêt à être imprimées.

Pièces | STL | Commentaires consignes d’impression |
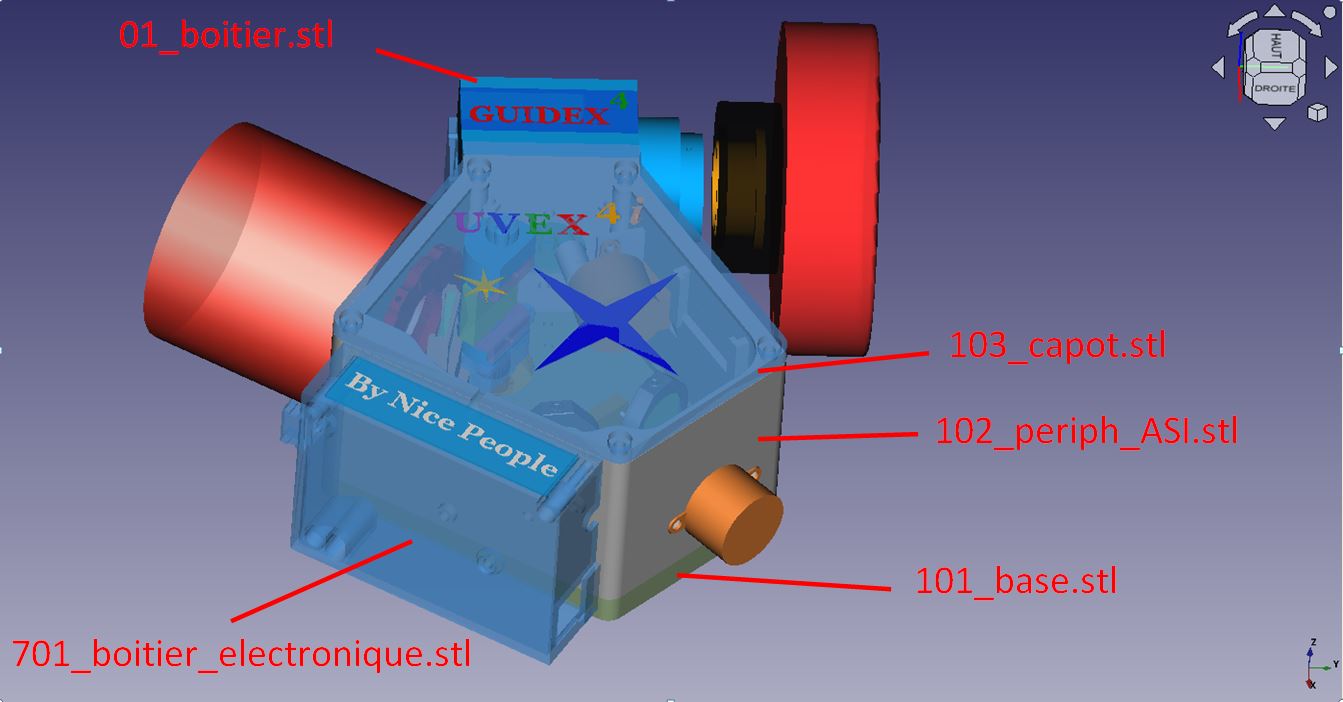
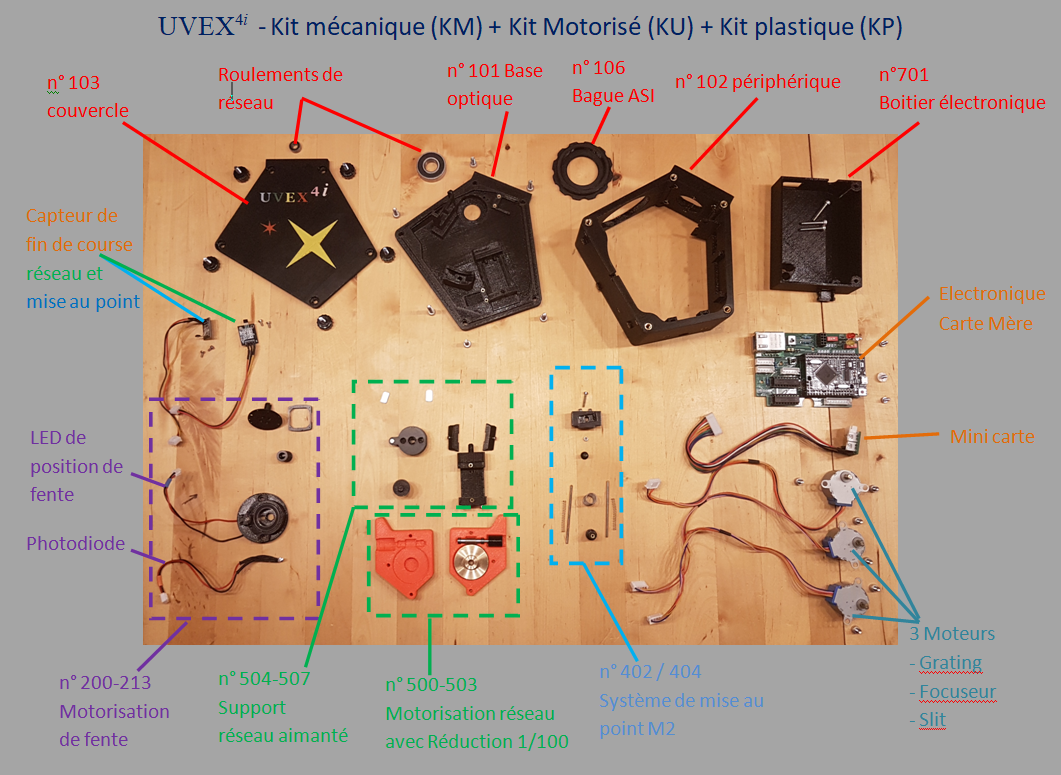
 | 101_Base_V25.stl | La base optique est la pièce essentielle qui maintient tous les éléments optiques ensembles, elle doit être imprimée avec un minimum de 20% de remplissage remplissage giroïde et une jupe pour éviter tout relèvement des bords lors de l’impression. |
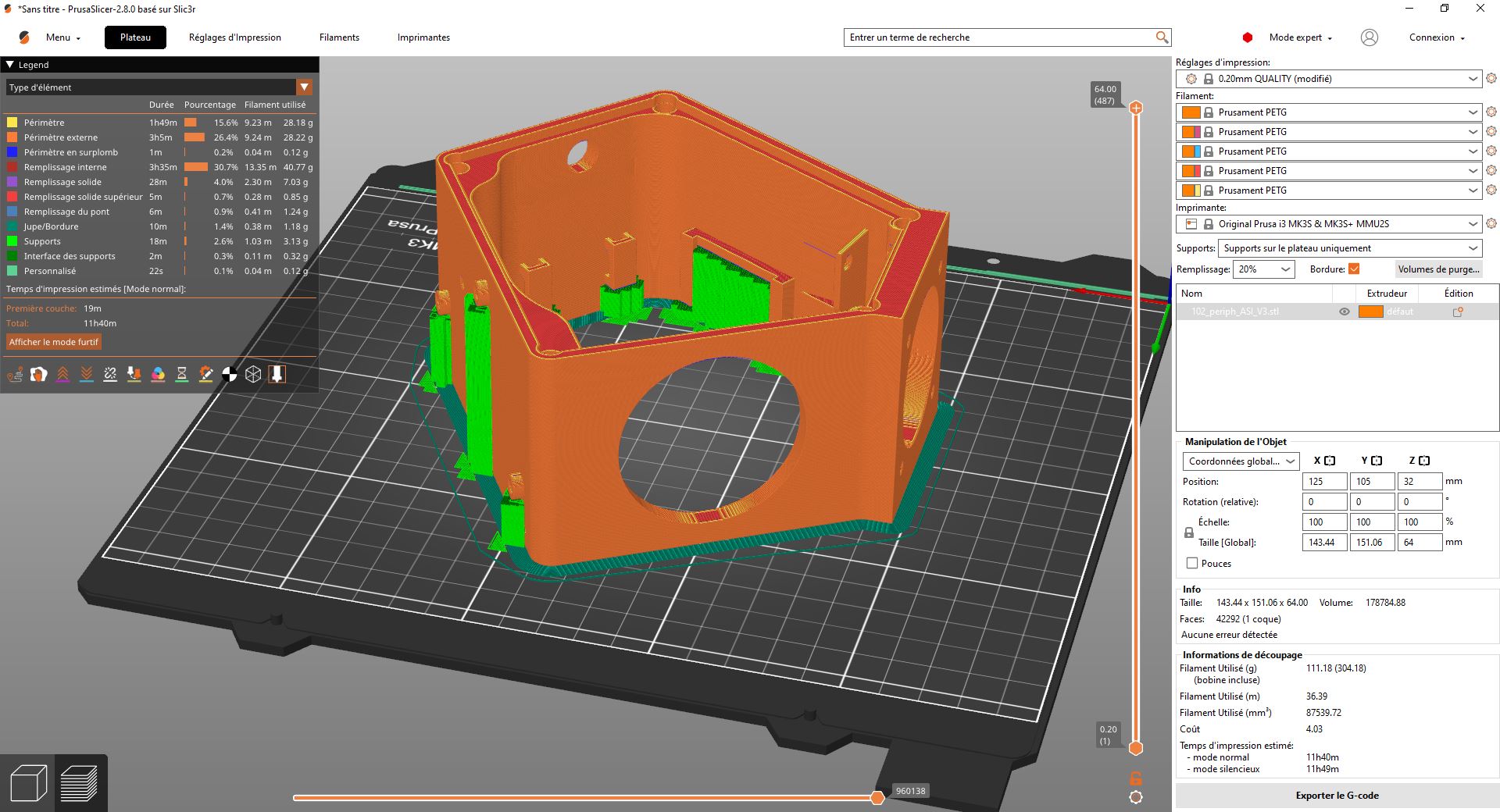 | 102_periph_ASI_V3.stl | Le périphérique est à imprimer avec les supports sur le plateau uniquement avec remplissage en giroïde. |
 | 103_capot_V3.stl | Le couvercle du spectroscope est une pièce qu’il faut imprimer avec les supports sur le plateau pour soutenir les bords. On peut finir l’impression en changeant la bobine de fil noir par une autre couleur pour faire apparaitre le logo UVEX4 mais ce n’est pas nécessaire 😉 |
 | 106_Bague_ASI183_V2 | La bague de serrage de la caméra est une pièce sensible car elle possède un pas de vis. Pour l’impression nous vous conseillons de régler la hauteur de chaque couche d’impression à 0,15mm voire 0,10mm. ATTENTION il existe deux versions de cette bague la première est pour les caméras ASI la seconde pour les caméras ATIK |
Pièces |
STL |
Commentaires consignes d’impression |
 |
200_Support_fente_tournante.stl | Cette pièce très complexe est le corps du système de fente tournante qui s’installe à l’avant de l’UVEX juste à l’interface avec le cube de guidage. Son impression doit être soignée. On peut l’imprimer en 0,1mm par couche d’impression et avec les supports sur plateau uniquement. voir la préparation de la pièce ici… |
 |
201_Support_LED_em_V16.stl | Très petite pièce qui s’imprime en 4′, la LED pour éclairer la fente rentre dans le trou. Elle s’insère dans la queue d’aronde du corps de Fente (n°211) On peut même la coller pour être sûr qu’elle ne s’échappe pas de son logement. |
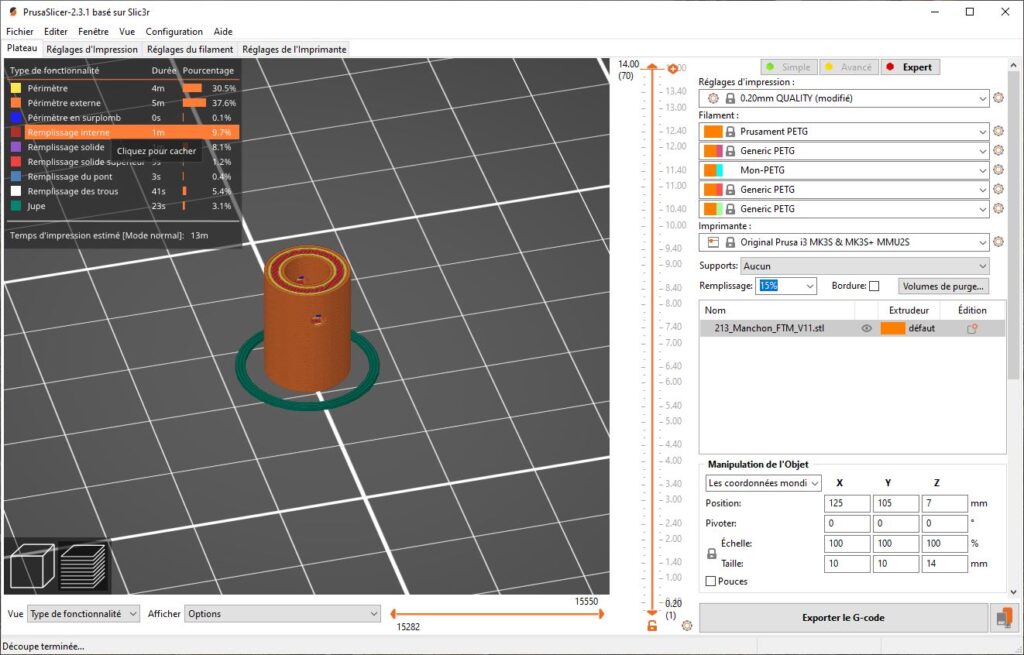 |
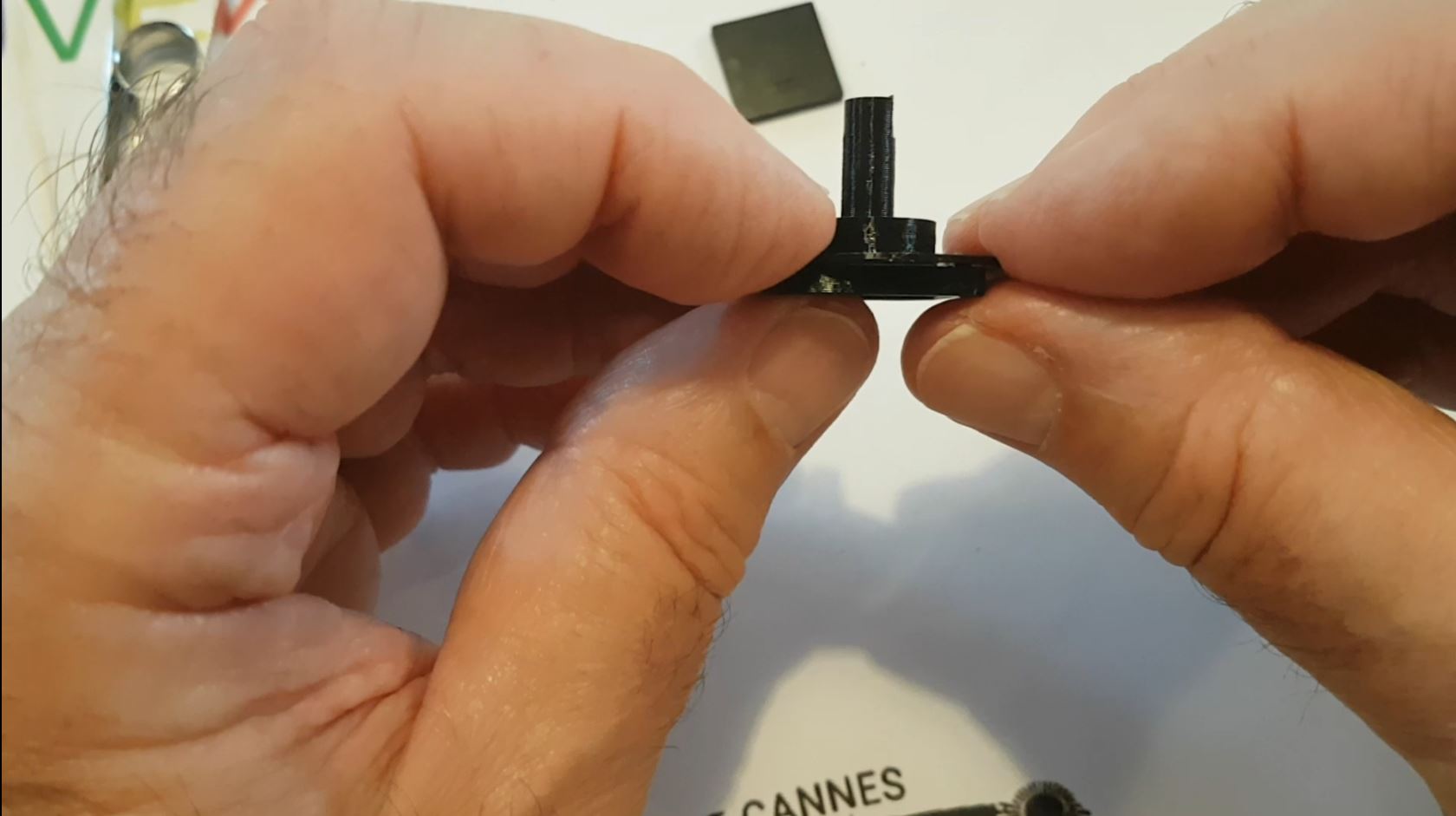
204_Manchon_fente_tournante_V11.stl | Axe qui solidarise le système de fente tournante au moteur. L’axe tient en force dans l’axe moteur. Il est déconseillé d’utiliser les deux trous pour y insérer une vis, elle risque de fendre le plastique. |
 |
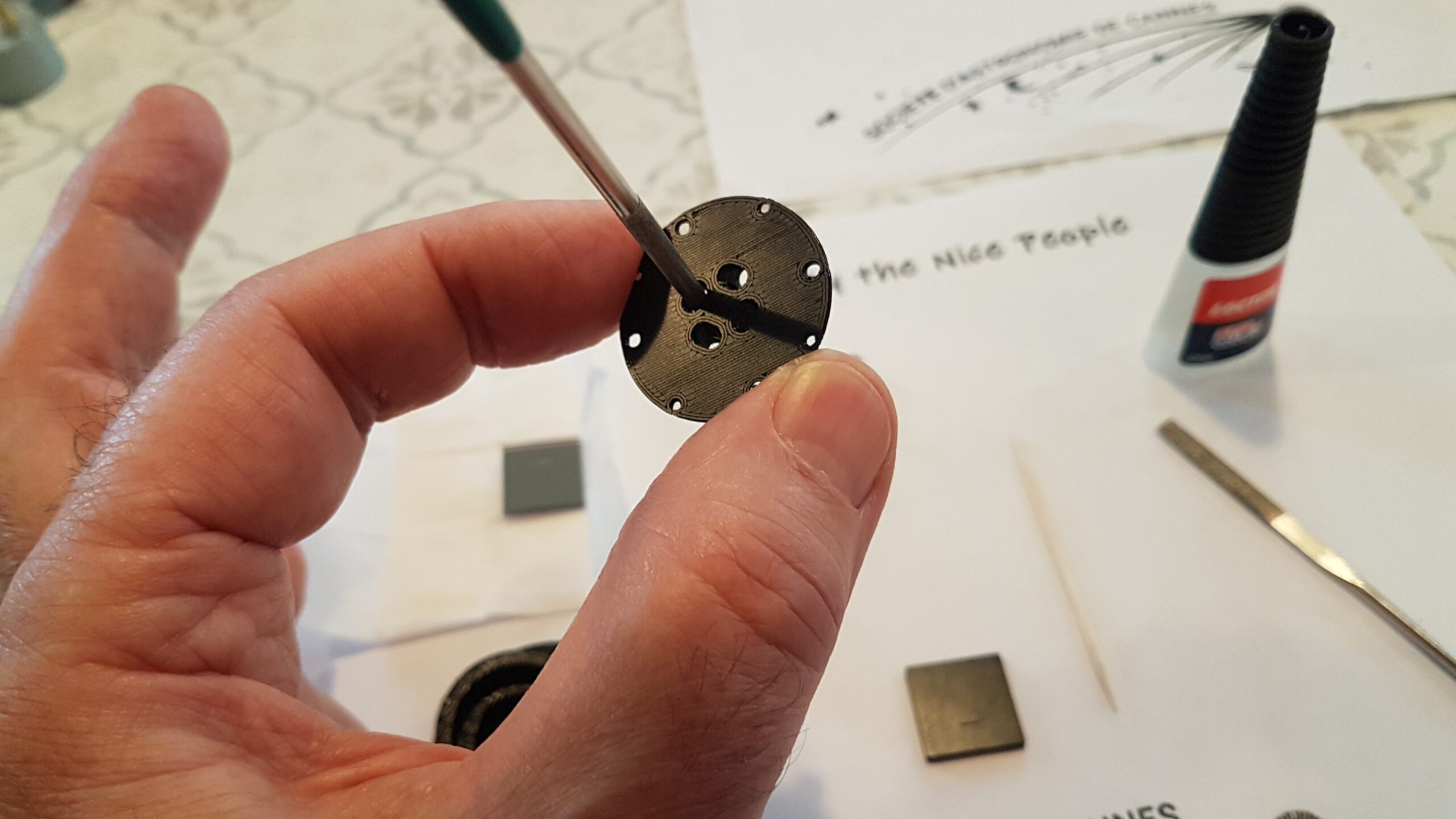
212_axe_fente_4_positions.stl | Cette pièce pourrait s’appeler barillet de sortie de multifentes 4 positions. Son impression doit être soignée donc 0,1mm par couche d’impression. Les 4 trous sont un point sensible du spectroscope, car c’est par eux que passe toute la lumière à analyser. Ils doivent ainsi être nettoyés avec attention, il faut contrôler l’absence de tout reste d’impression ou de fil. |
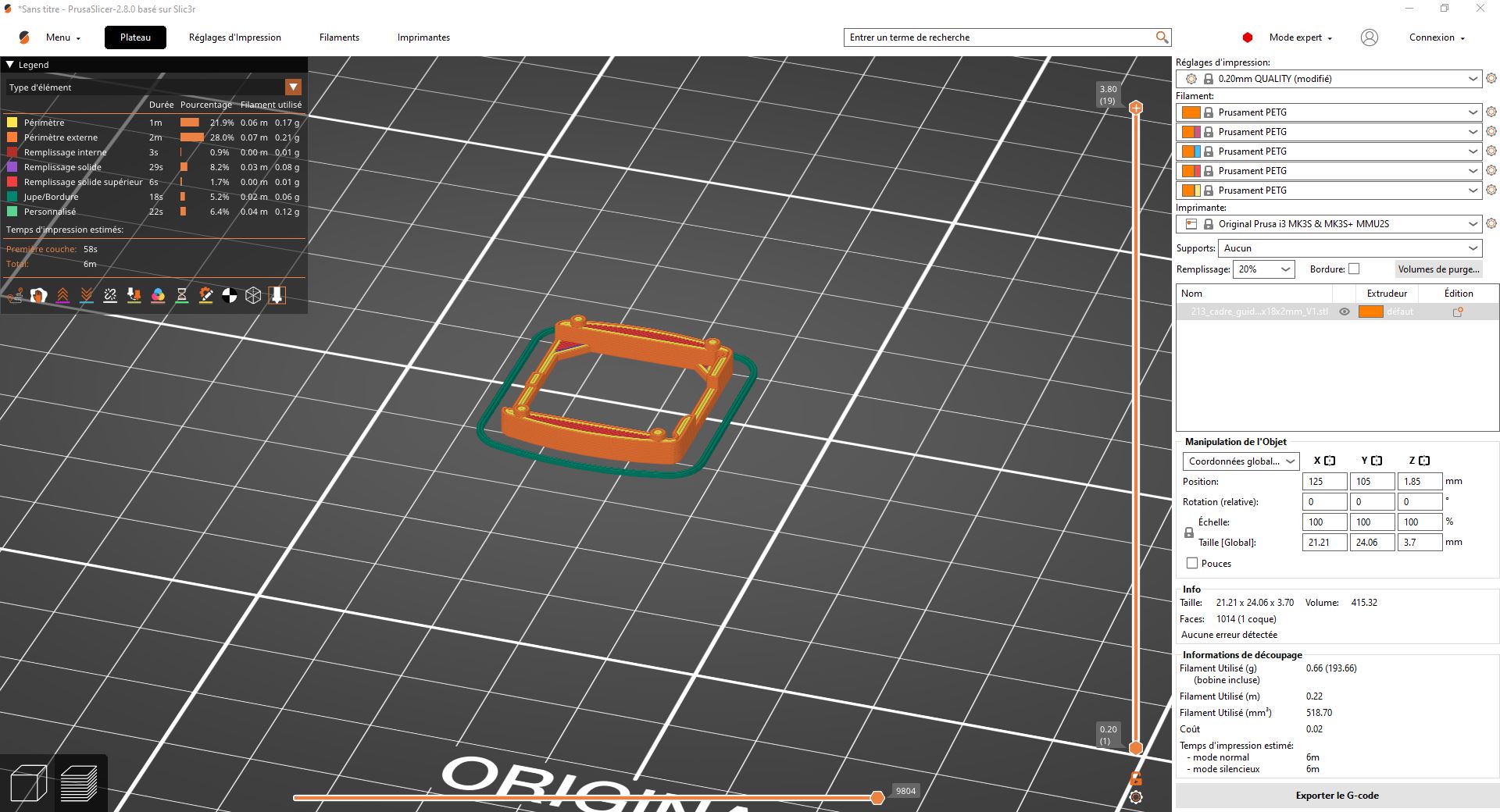 |
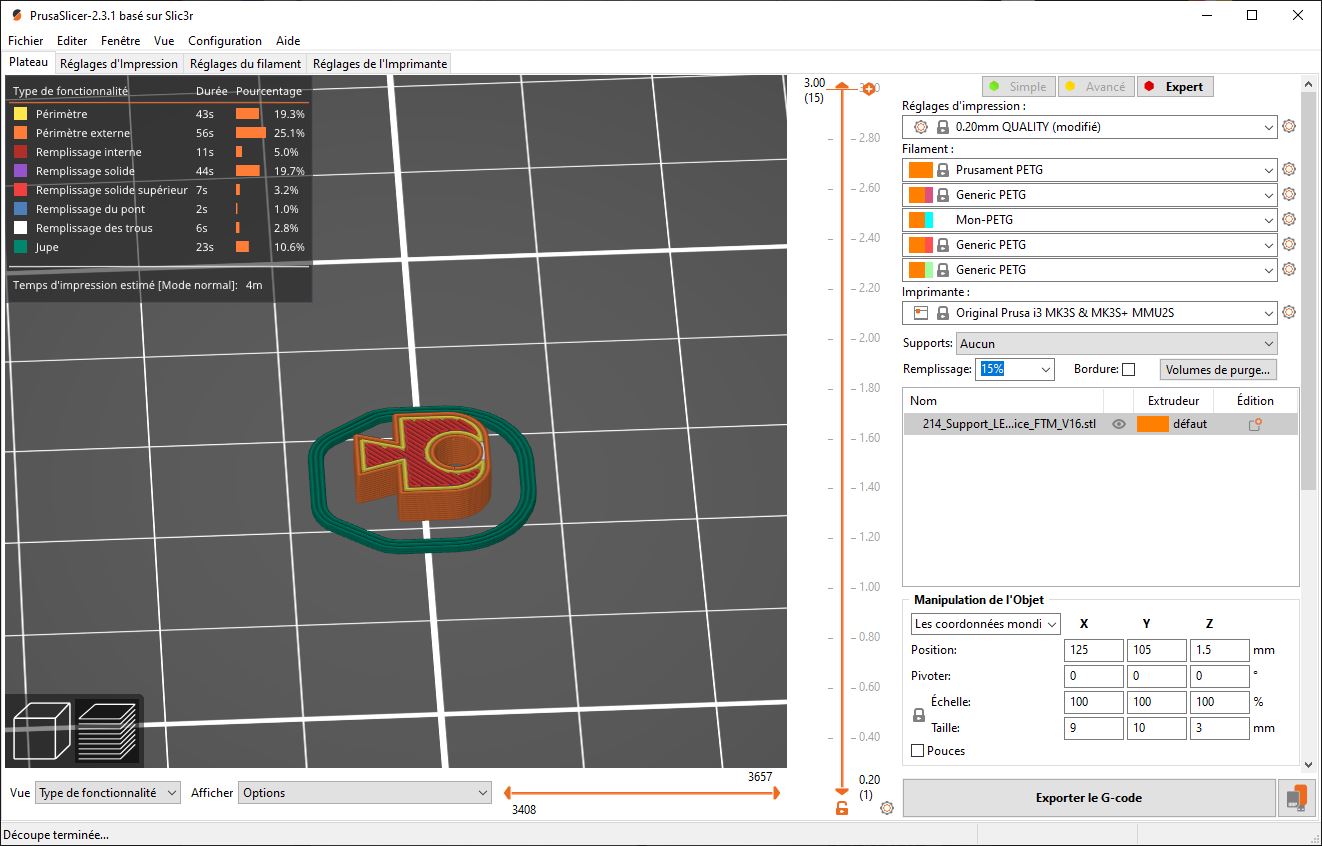
213_cadre_guide_fente_18x18x2mm_V1.stl | Cette pièce maintient la fente UVEX4i en place dans le barillet. Ce cadre doit être collé par la suite à l’axe de fente, son impression et son nettoyage doit être soigné. |
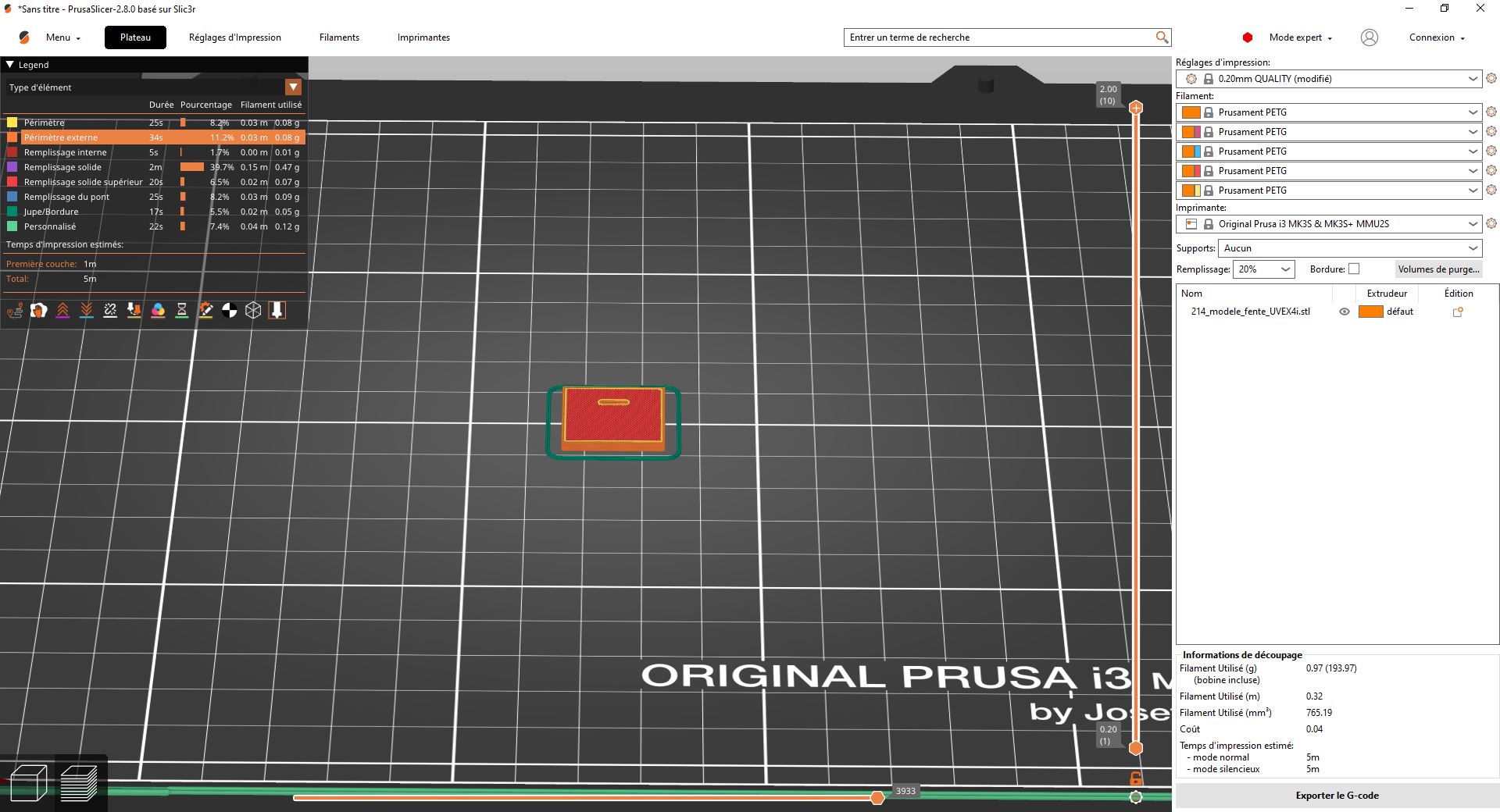 |
214_modele_fente_UVEX4i.stl | Pièce qui est la copie plastique de la multifente UVEX4i . L’impression ne pose aucune difficulté. Cette pièce joue le rôle de calle lorsqu’on colle la 213 avec le 212. |
Pièces | STL | Commentaires et consignes d’impression |
 | 402_Support_M2_V14 | Support à monter dans le chariot, celui-ci glisse sur deux tiges de 2mm de diamètre, cette pièce supporte les montures Thorlabs FMP/M du miroir M2. A imprimer avec des supports sur le plateau uniquement. |
 | 404_Axe_moteur_MPM_V11 | Toute petite pièce qui va servir d’intermédiaire entre le moteur et le chariot de M2 (pièce n°402). En haut il faut installer un insert de 2 mm qui va servir de point d’appui à une vis qui elle même va pousser le chariot. La tête de cette vis étant solidaire du chariot. Le plus délicat est de placer l’insert sans faire fondre le haut de la pièce. |
Pièces | STL | Commentaires et consignes d’impression |
 | 500_axe_moteur_reseau_V13.stl | Toute petite pièce qui permet l’accouplement entre le moteur et la vis sans fin. |
 | 501_axe_reseau_V42.stl | Axe de réseau qui relie la base réseau à la couronne dentée de réduction 1/100ième. Il est conseillé d’imprimer avec les support. |
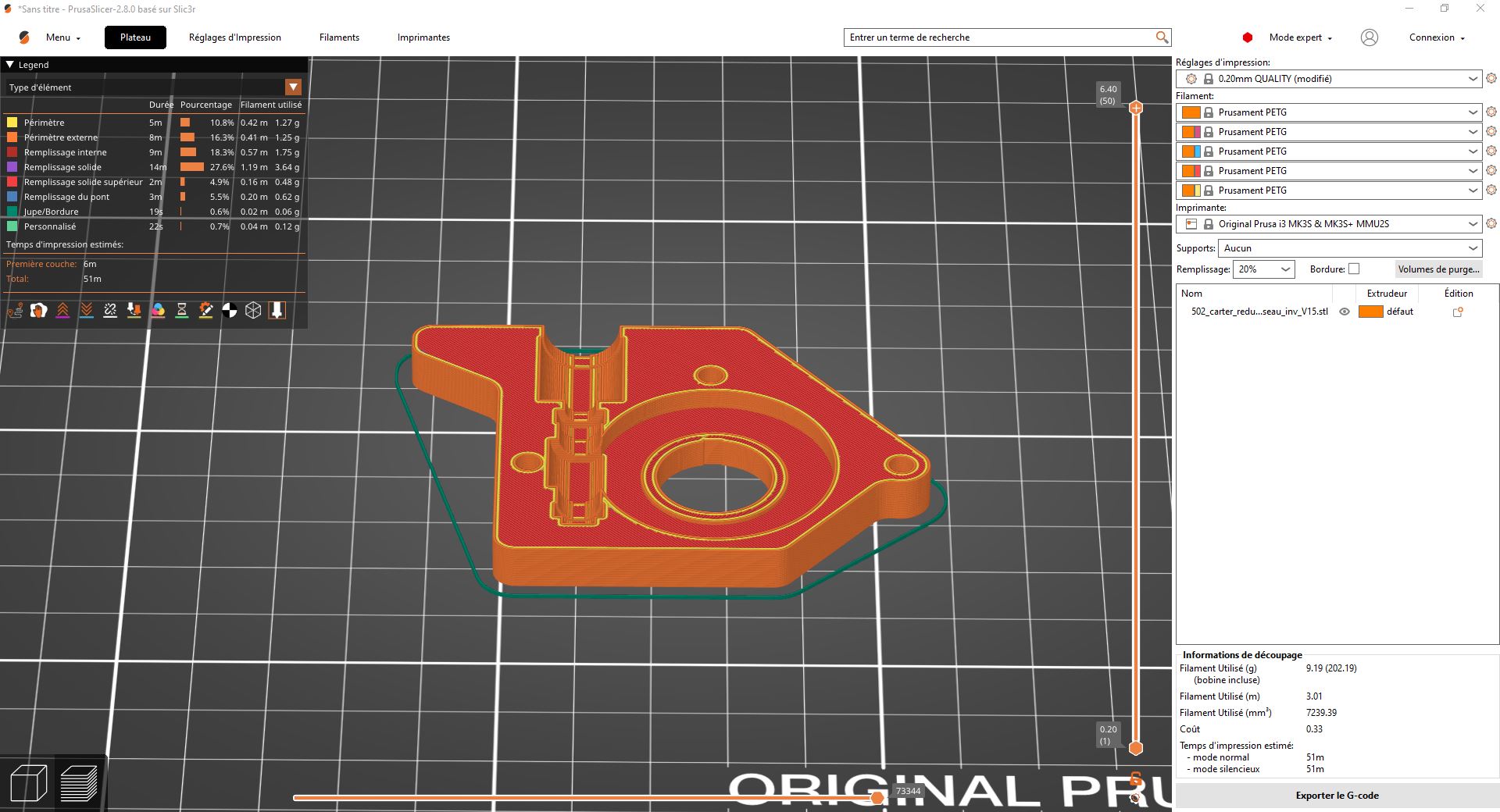 | 502_carter_reduc_reseau_inf_V15.stl | Bloc carter inférieur de la réduction mécanique réseau. La vis sans fin et la couronne sont enfermé dans ce bloc. Cette pièce est imprimé en couleur orange Prusa sur les UVEX4i. Elle est visible très facilement sur les visuels de ce site. |
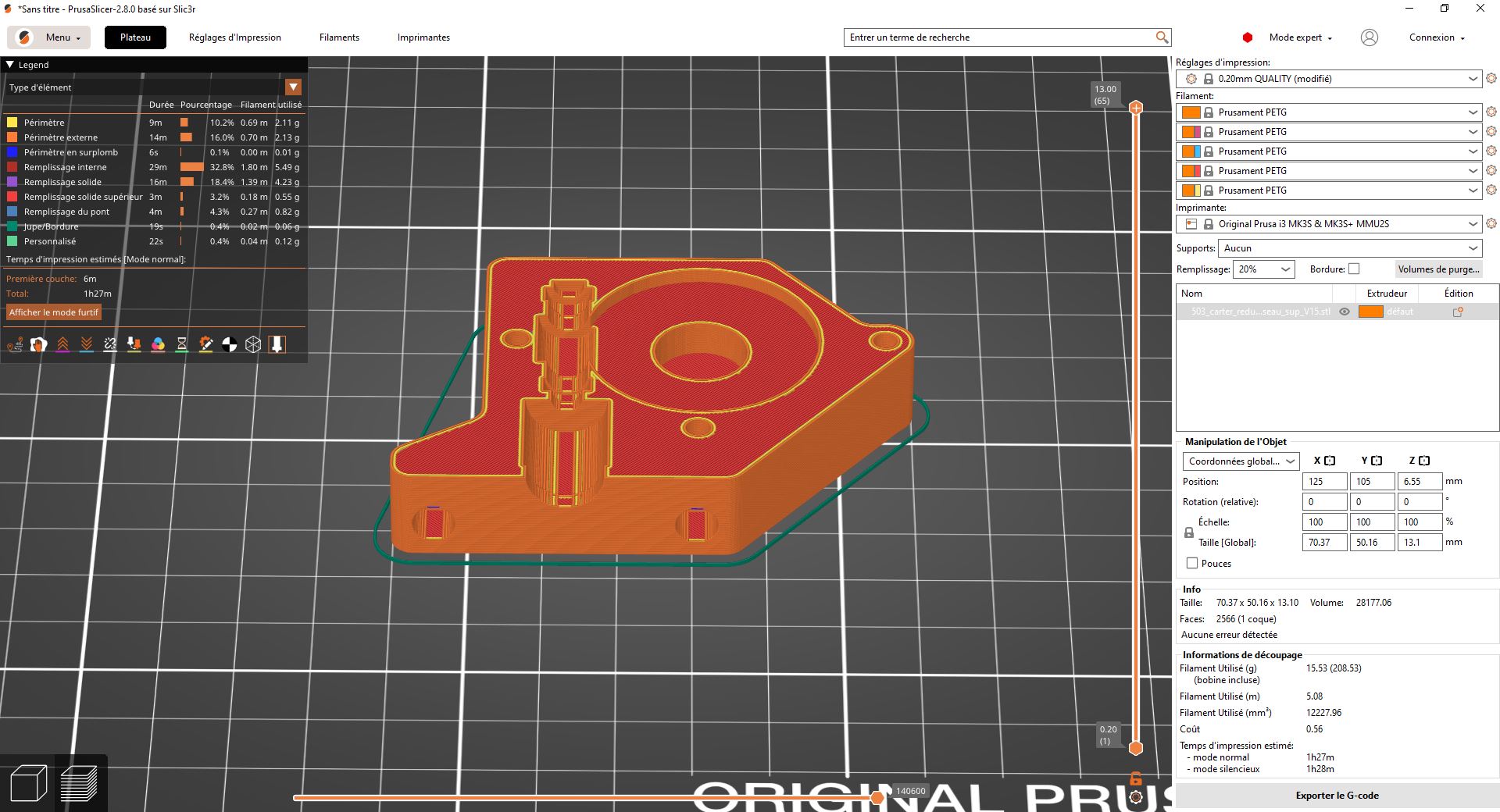 | 503_carter_reduc_reseau_sup_V15.stl | Bloc carter supérieur de la réduction mécanique réseau. La vis sans fin et la couronne sont enfermé dans ce bloc. Cette pièce est imprimé en couleur orange Prusa sur les UVEX4i. Elle est visible très facilement sur les visuels de ce site. |
 | 504_base_reseau_V21.stl | Base de rotation du support de réseau. Il y a deux fentes sur les cotés de la base qui sont les réceptacles de deux aimants rectangulaires les défauts d’impression servent à les maintenir en place. Il n’est pas toujours nécessaire d’activer les supports pour cette pièce. |
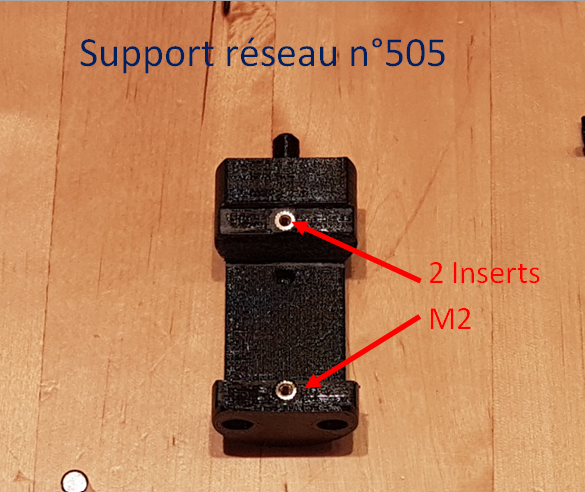
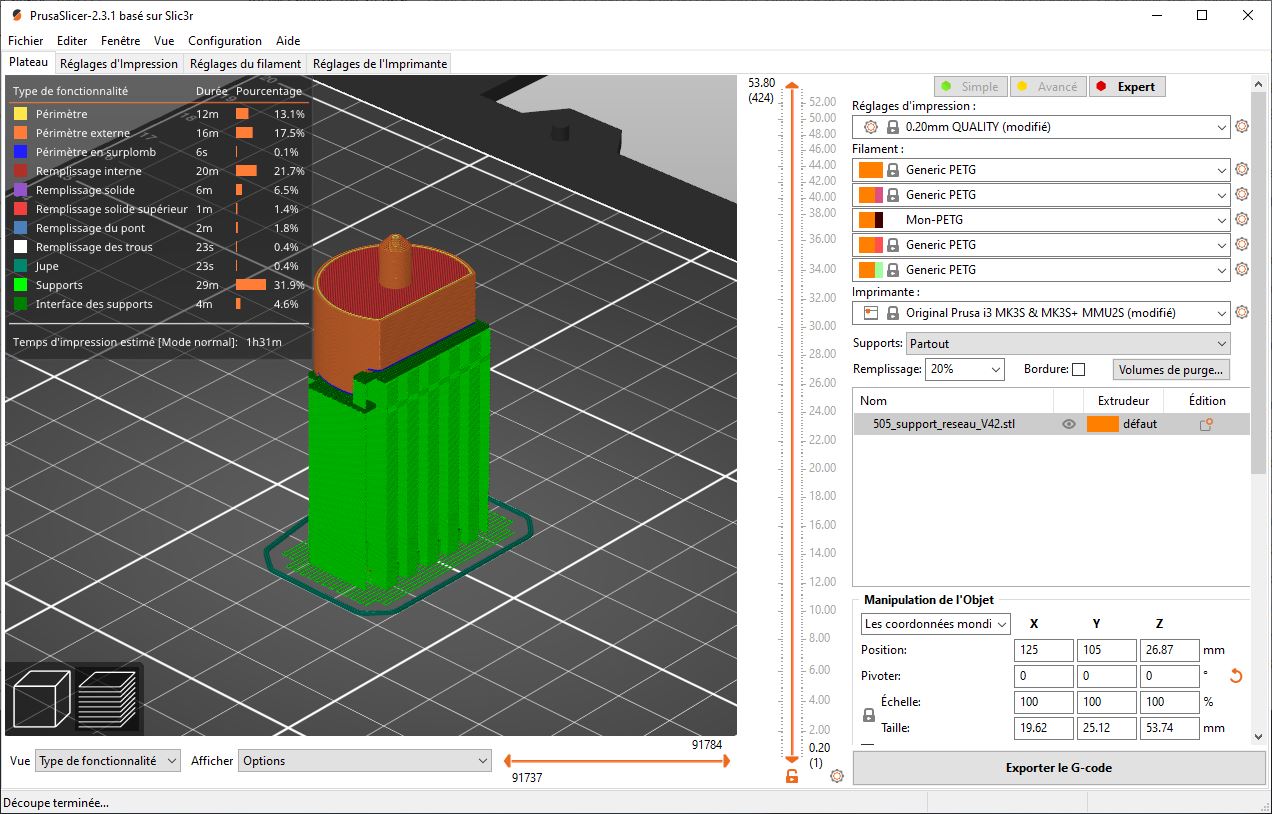 | 505_support_reseau_V43.stl | Support de réseau à imprimer vertical avec des supports partout. Le support est à dupliquer suivant le nombre de réseaux que l’on compte utiliser. Chaque réseau sera ainsi prêt a être monté dans l’UVEX4i. On vous conseille de renforcer à 40% de remplissage car elle est souvent sollicitée pour le changement de réseau. |
 | 506_calle_reglage_aimant_reseau.stl | Cette pièce est une aide à l’installation des deux aimants cylindriques de réseau. Ces aimants permettent un changement rapide du réseau sans vis ni serrage. |
 | 507_Calle_haute_reseau_V2.stl | Cette pièce est à imprimer 2 fois. Les deux calles permettent le maintient du réseau dans son logement. |
Pièces | STL | Commentaires consignes d’impression |
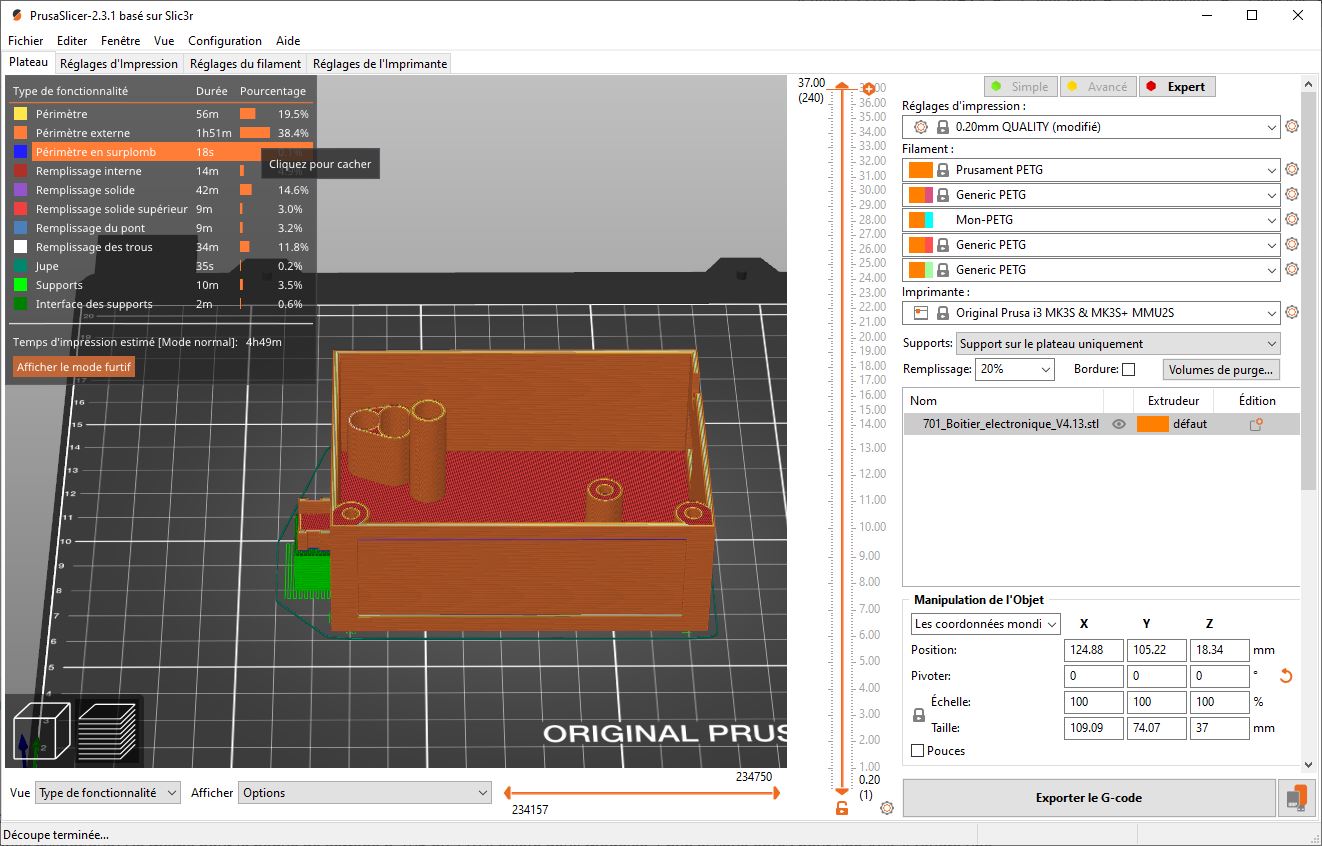
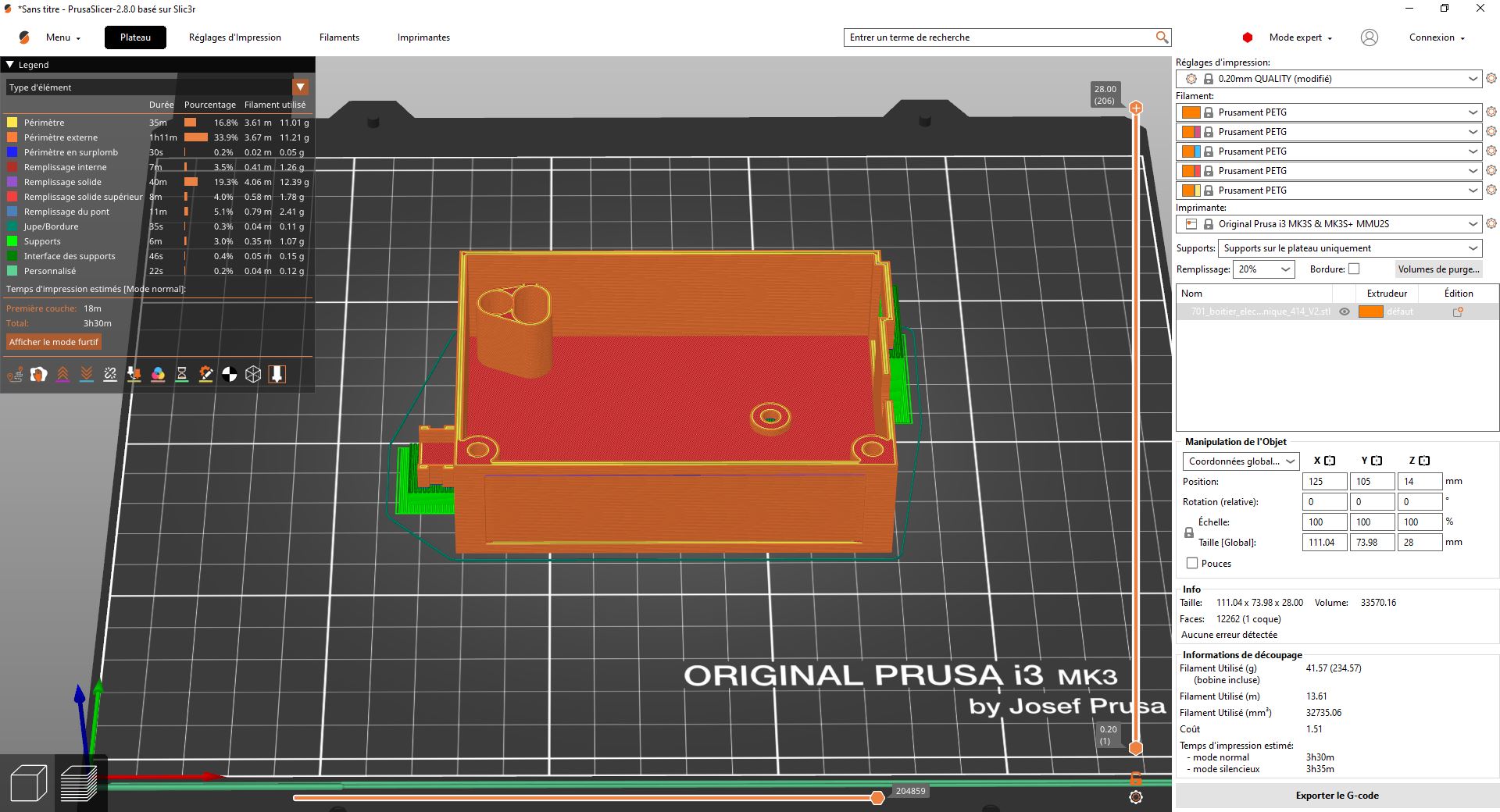 | 701_boitier_electronique_414_V2.stl | Boitier qui permet de protéger l’électronique mais aussi de compléter l’étanchéité à la lumière de l’UVEX4i. La petite excroissance sur le coté droit est la sortie pour la microUSB de l’Arduino. Cette partie étant très fragile on peut ajouter un serflex pour maintenir la prise et ne pas la casser. A imprimer avec support sur le plateau. |
 | 702_nicepeople_V2 | La touche finale, pour les dernières couche d’impression, on peut utiliser un fil d’une autre couleur que le noir pour faire ressortir l’écriture 😉 |
Pièces | STL | Commentaires et consignes d’impression |
 | 601_Bouchon_UVEX4i_fente_V1.stl | Bouchon qui permet de protéger le corps de fente des poussières. dans le cas ou on a pas monté de guidex4 ou CalibGuide4. |
 | Bouchon pour fermer l’UVEX4i lorsqu’on a pas encore installé de camera science. Le bouchon est au pas M42, il peut etre utilisé devant le Guidex4 ou le CalibGuide4. |
Pièces | STL | Commentaires et consignes d’impression |
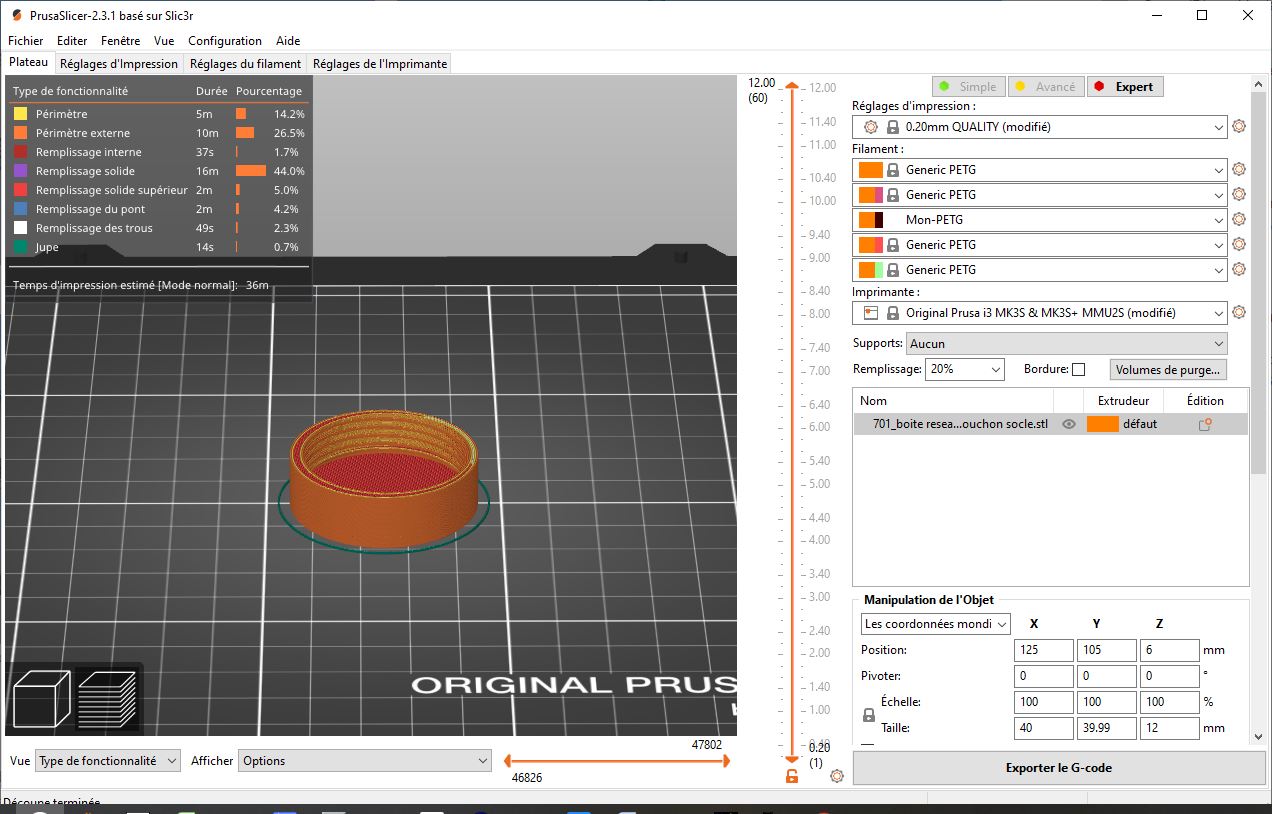 | 801_boite-reseau-V2-bouchon-socle.stl | Socle de base de la boite. Pour le montage voir la page qui lui est consacrée: https://spectro-uvex.tech/?p=4680 |
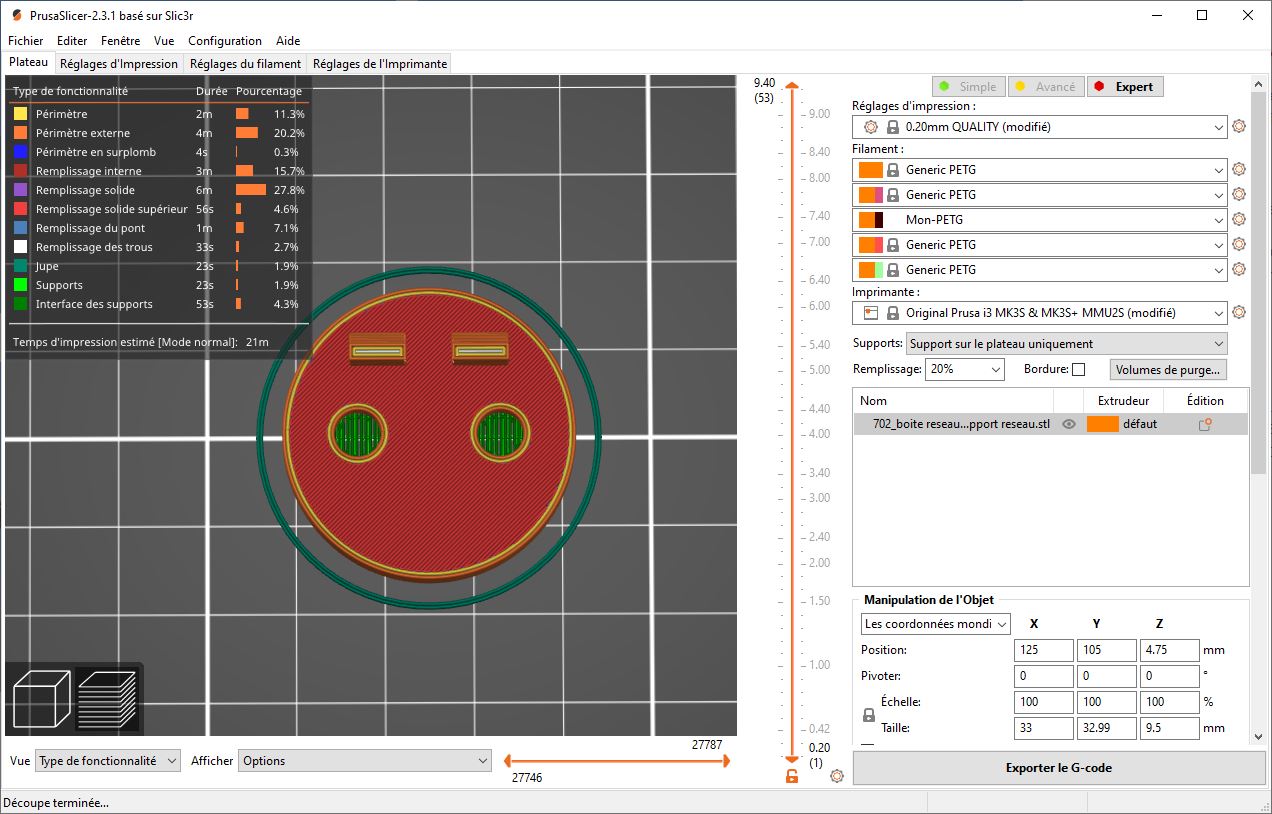 | 802_boite-reseau-V2-socle-support-reseau.stl | Piece à imprimer avec les supports sur plateau uniquement, les deux logements, dessous la pièce, doivent être bien propre pour y loger les deux aimants ∅10mm x1mm. |
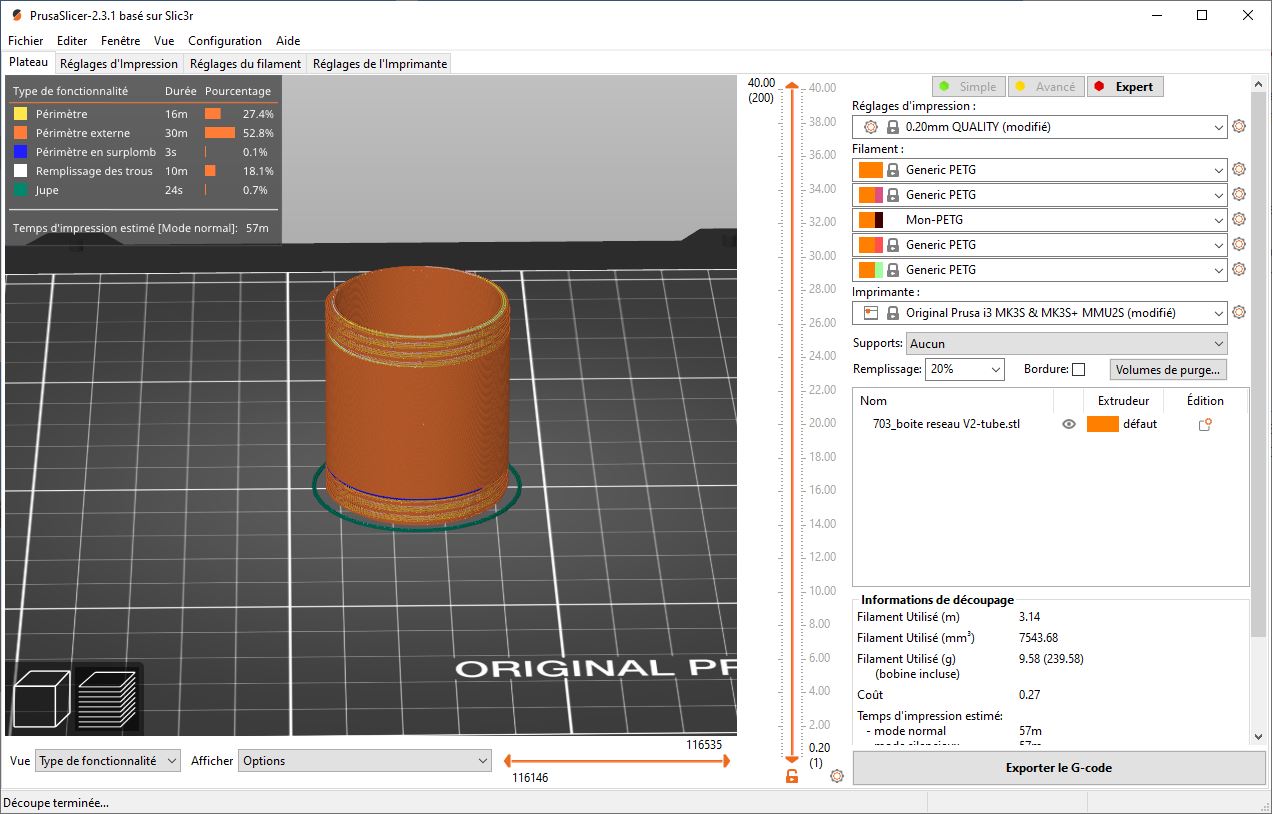 | 803_boite-reseau-V2-tube.stl | Corps de la boite. |
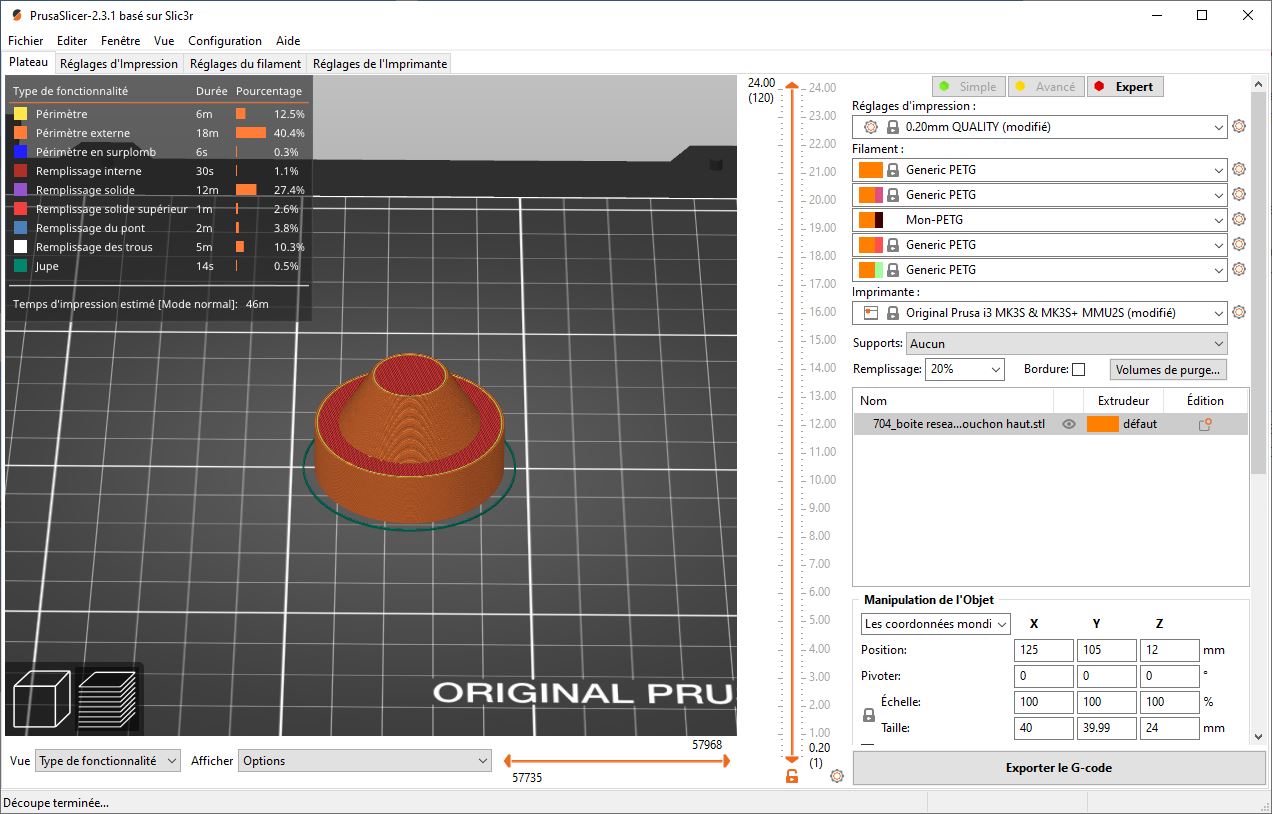 | 804_boite-reseau-V2-bouchon-haut.stl | Couvercle, il n’est pas nécessaire d’imprimer avec les supports. |


































Bonjour
Je voudrais upgrader mon uvex avec la motorisation du réseau, j’ai imprimé les pièces (imprimante à la maison) pour ça. Auriez vous les référence exacte d’achat ou des liens pour que je puisse acheté les éléments mécaniques suivant :
– Vis sans fin
– couronne dentée
– 2 roulement à billes
– les vis qui vont avec
Ou encore mieux, est ce que vous vendez ces composants séparément ?
J’ai après avoir imprimer mes pièces que vous vendiez un kit d’upgrade dans la boutique. Puis l’acheter dans les plastiques ?
Merci et encore bravo pour votre super travail.
Bonjour Cedric,
Super que tu sois arrivé a fair tout seul un UVEX maison,
Le plus simple est effectivement de prendre le Kit chez nous
https://spectro-uvex.tech/?product=kit-motorisation-reseau
Tu auras les deux pieces plastiques avec
Stephane